
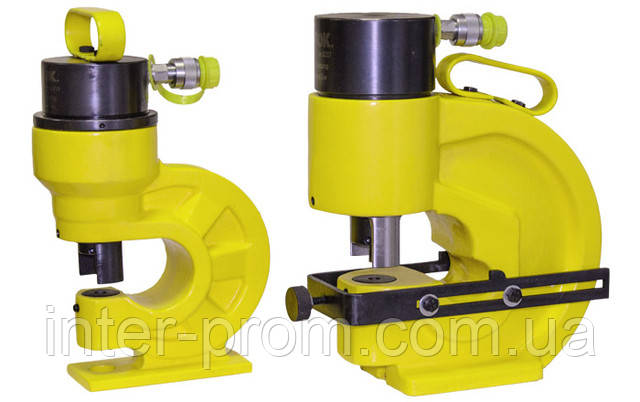
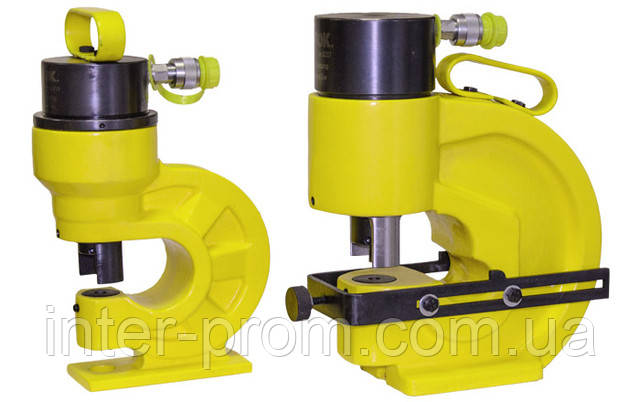
ШИННІ ПЕРФОРАТОРИ ШП-95АП+ І ШП-110АП+ З СИСТЕМОЮ АВТОМАТИЧНОГО ПРИТИСКУ СТРУМОВЕДУЧОЇ ШИНИ
Існує два основних способи різання отворів в металевих матеріалах: обробка різанням (свердління) для чорних металів (в основному, стали) і обробка тиском (перфорація) для кольорових металів(алюміній, мідь).
Кольорові метали більш «в'язкі» і м'які, порівняно зі сталлю. Саме це і накладає жорсткі вимоги до агрегатів (шинним перфораторів) і технологічній оснастці для пробивання отворів (матриці і пуансони).
Основними показниками якісного виконання операції по перфорированию струмоведучої шини є:
1)Геометрична точність пробивання отворів – отвір має бути зроблено рівно в тому місці, в якому заплановано. Без зсувів.
2) Рівне циліндричний отвір заданого діаметра. Без застрягань крайки.
При цьому, при потоковому виконання типових операцій з перфорированию струмоведучої шини, разові операції повинні виконуватися швидко і з стабільним очікуваною якістю.
На переважній більшості складальних виробництв алгоритм перфорірованія струмоведучої шини виглядає наступним чином: оператор розмічає шину і накернивает точки – центру майбутніх отворів. В іншому випадку при пробиванні центральна вісь отвору може зміститися з заданої точки. Накернивание, будучи додатковою операцією, забирає у оператора додатковий час, що знижує обсяг виконуваних робіт.

Далі оператор налаштовує регульовані упори, розташовані з боків гідравлічного циліндра, залежно від товщини оброблюваної шини. Якщо упори налаштовані некоректно, т, при зворотному ході пуансона, відбудеться викопати фрагмента шини навколо отвору. Навіть при коректної настройки регульованих упорів неминуче залишається зазор між упором і шиною – це впливає на геометричну точність при перфоруванні отворів.
Саме для поліпшення точності і підвищення продуктивності, технологи-конструктору SHTOK. внесли унікальну для середнього цінового сегмента технологічну доопрацювання шинних перфораторів SHTOK. – систему автоматичного притиску шини при перфоруванні.

Робота системи відбувається наступним чином:
Розмічену шину оператор розміщує на станину перфоратора. При подачі робочого тиску під дією гідравліки опускаються притиски, що забезпечують жорстку фіксацію шини без зазорів. Як тільки відбулася фіксація шини, основний гідравлічний циліндр приводить в рух шток із закріпленим на ньому пуансоном. Відбувається перфорування шини. Тиск знімається, при цьому шток з пуансоном повертається у вихідне положення. Тільки по завершенню зворотного ходу пуансона, автоматичні притиски піднімаються і звільняють шину.
Таким чином, система автоматичного притиску шини вирішує відразу комплекс технологічно проблем:
1) Дозволяє пробивати рівні циліндричні отвори в струмоведучої шині;
2) Дозволяє домогтися геометричної точності при пробиванні отворів – отвори розташовані без зсувів;
3) Знімає з оператора необхідність виконання додаткових операцій (накернивание) і прискорює процес виконання разової операції.

 Для правильного підбору гідравлічного гайколома або гайкореза необхідно знати технічні параметри гайок і болтів. Також знання співвідношення між метричною різьбою та розміром «під ключ» стане в нагоді в підборі інструменту.
Для правильного підбору гідравлічного гайколома або гайкореза необхідно знати технічні параметри гайок і болтів. Також знання співвідношення між метричною різьбою та розміром «під ключ» стане в нагоді в підборі інструменту. Відео огляд по ремонту шинний перфоратор ШП-110+
Відео огляд по ремонту шинний перфоратор ШП-110+